Production repeatability in sandblasting: what makes stable results possible in small and large print runs
Authors
Sarkisian Sergei
Share
Annotation
This article discusses the repeatability of the sandblasting production process, which is key to achieving stable results for both small and large print runs. It examines the technological factors affecting engraving quality: layout preparation, stencil selection and fixation, abrasive properties, pressure, nozzle-to-surface distance, jet impact angle, and equipment condition. Special attention is paid to the contractor's role, quality control, defect prevention, and documentation of processing parameters. In conclusion, it is stated that achieving sustainable sandblasting results requires technological discipline, careful material preparation, standardized operations, and regular finished product monitoring.
Keywords
Authors
Sarkisian Sergei
Share
Relevance of the study
The relevance of this study is related to the fact that sandblasting is a method of abrasive surface treatment, in which the appearance of the product largely depends on the accuracy of the preparation of the layout, the quality of the stencil, the properties of the abrasive used, and the stability of the processing mode. In open technical sources, the process of glass sandblasting is described as a sequence of the following operations: creating an image in a special computer program, making a stencil, fixing it to the surface, and then exposing the abrasive material to the exposed areas of the product. Thus, the result of engraving is achieved not by chance, but by precisely performing a number of repetitive technological actions. Violation of any of these steps can lead to uneven depth, clarity, and uniformity of the engraving.
This topic is especially relevant for the production of small and large-scale prints. In the first case, the customer usually seeks to obtain a unique product made with a high degree of accuracy. In the second case, it is required to create a series of products with identical visual and technical characteristics. That is why production repeatability not only demonstrates quality but also becomes a key factor in the economic sustainability of the process. It helps to reduce the number of defects, minimize the cost of reworking products, and ensure a predictable result for the customer.
The practical significance of this topic lies in the fact that the parameters of the abrasive treatment have a significant impact on the surface quality. In research on jet abrasive processing, among the most important factors are the type of abrasive, pressure, working distance to the surface, and the angle of impact of the jet. These parameters are closely related to changes in the roughness of the treated surface. Thus, to ensure stable sandblasting, it is necessary not only to have the appropriate equipment but also to accurately observe fixed technological modes. This is especially true when re-manufacturing identical products.
The purpose of the study
The purpose of this study is to determine the conditions and technological aspects that ensure stable sandblasting results for both small and large print runs.
Materials and research methods
The study analyzed open technical data on sandblasting and abrasive blasting, as well as information on the use of stencil materials and practical parameters affecting the quality of engraving.
The methods of process analysis, comparison of conditions for small and large print runs, systematization of factors affecting repeatability, and generalization of quality control and defect prevention methods were applied in the work.
The results of the study
Sandblasting is a process in which a stream of abrasive particles is directed at the surface of a product. The technical description of this method states that the abrasive flow is supplied using compressed air or water. This flow can be used for various purposes: cleaning, texturing, removing irregularities or preparing the surface for further work. In the context of engraving, this means that an image is created not by applying paint, but by locally changing the top layer of the material. Exposed areas of the surface are exposed to abrasive, while protected areas retain their original appearance.
The general scheme of sandblasting the surface is shown in Figure 1.
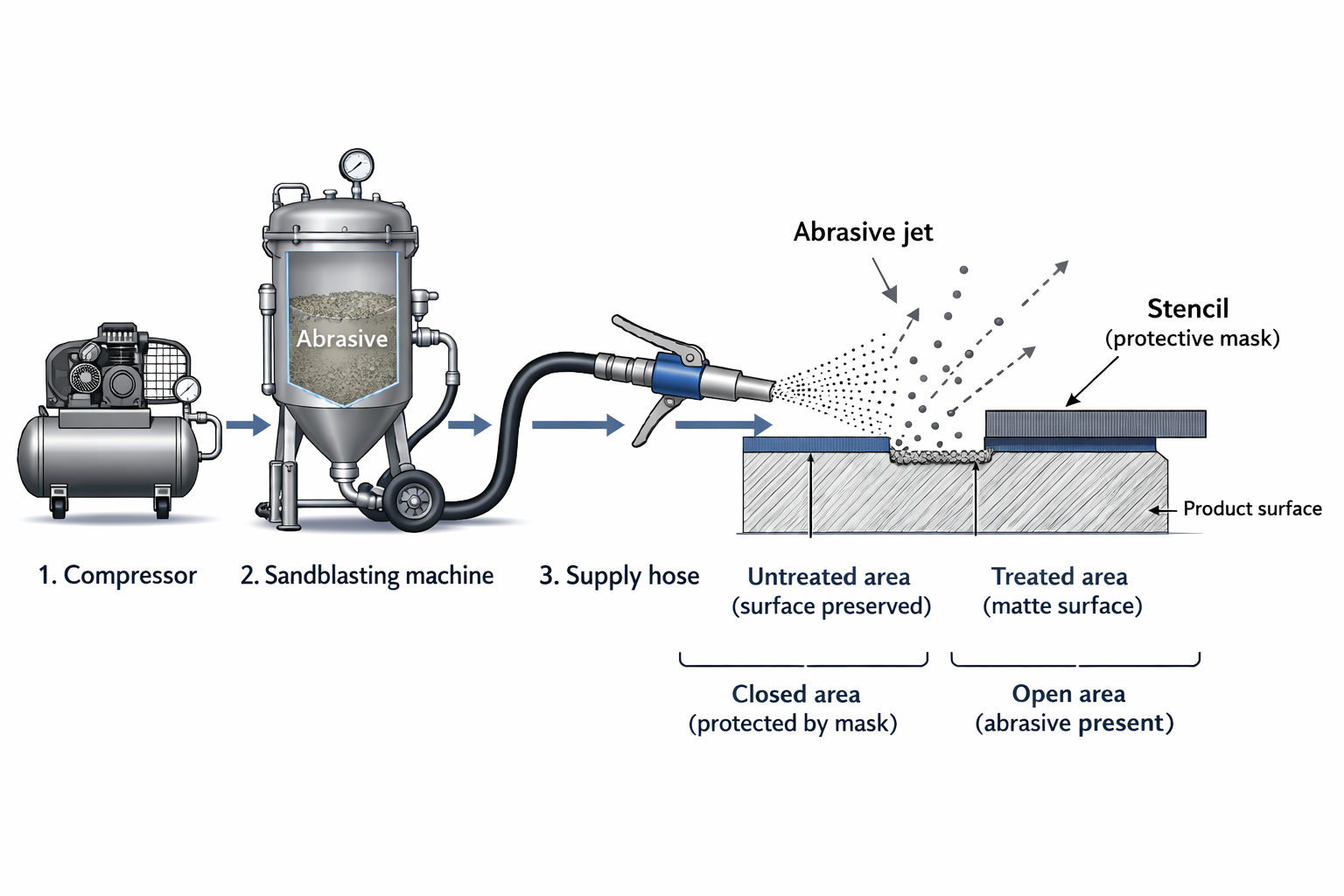
Fig. 1. General scheme of sandblasting surface treatment (author's development)
The correct sequence of actions is very important in the sandblasting process. It includes several stages: surface preparation, applying or fixing the stencil, applying the abrasive, removing the protective layer, and checking the result. In open sources devoted to glass engraving technology, special attention is paid to the role of the stencil. It covers those areas of the surface that should not be processed, leaving open only those elements that will form the image. Thus, the stencil in this process performs not only an auxiliary but also a shaping function [2, p. 123].
Table 1 shows the characteristics of the main elements of the technological process of sandblasting.
Table 1
The main elements of sandblasting and their significance for engraving
|
Process element |
What defines |
Value for engraving |
|
Abrasive material |
The intensity of the impact on the surface |
It affects the matting intensity and processing speed |
|
The nozzle |
The direction and shape of the abrasive flow |
Affects the accuracy of site processing |
|
The stencil |
Image Borders |
Ensures the preservation of the pattern and the clarity of the contours |
|
Product surface |
The reaction of the material to the abrasive |
Determines the depth and visual effect of processing |
|
Air or water as a working medium |
The method of abrasive delivery |
Ensures the movement of particles to the surface |
A source: author's development
Repeatability in sandblasting is the ability to obtain identical results when performing the same operation repeatedly on similar products. The quality of the engraving cannot be assessed solely by the presence of the image; the clarity of the contour, the uniformity of the treated surface, the absence of accidental spots, chips, displacements, and differences between products from the same batch are important. This approach corresponds to the general logic of technical control of the surface, when the result of processing is checked according to the observed signs and compared with the established requirements or reference samples [1, p. 230].
In the production of small batches of products, repeatability largely depends on the precision of manual labor and the care with which each product is prepared. However, in mass production, ensuring the same processing conditions comes to the fore: using the same fixation scheme, the same stencil, constant abrasive supply mode, and regular monitoring of intermediate products. It is repeatability that is a practical indicator of the manageability of the process; the fewer deviations there are between products, the more stable the technology can be considered.
The stability of sandblasting depends on the parameters of the abrasive treatment, such as the type of abrasive material, pressure, the distance between the nozzle and the surface, the angle of impact, and the condition of the equipment. The equipment can operate according to various schemes for the supply of abrasive materials, including the supply of abrasive by airflow or regulation of its supply from a high-pressure tank [3, p. 317].
The main parameters of the impact from the abrasive jet are illustrated in Figure 2.
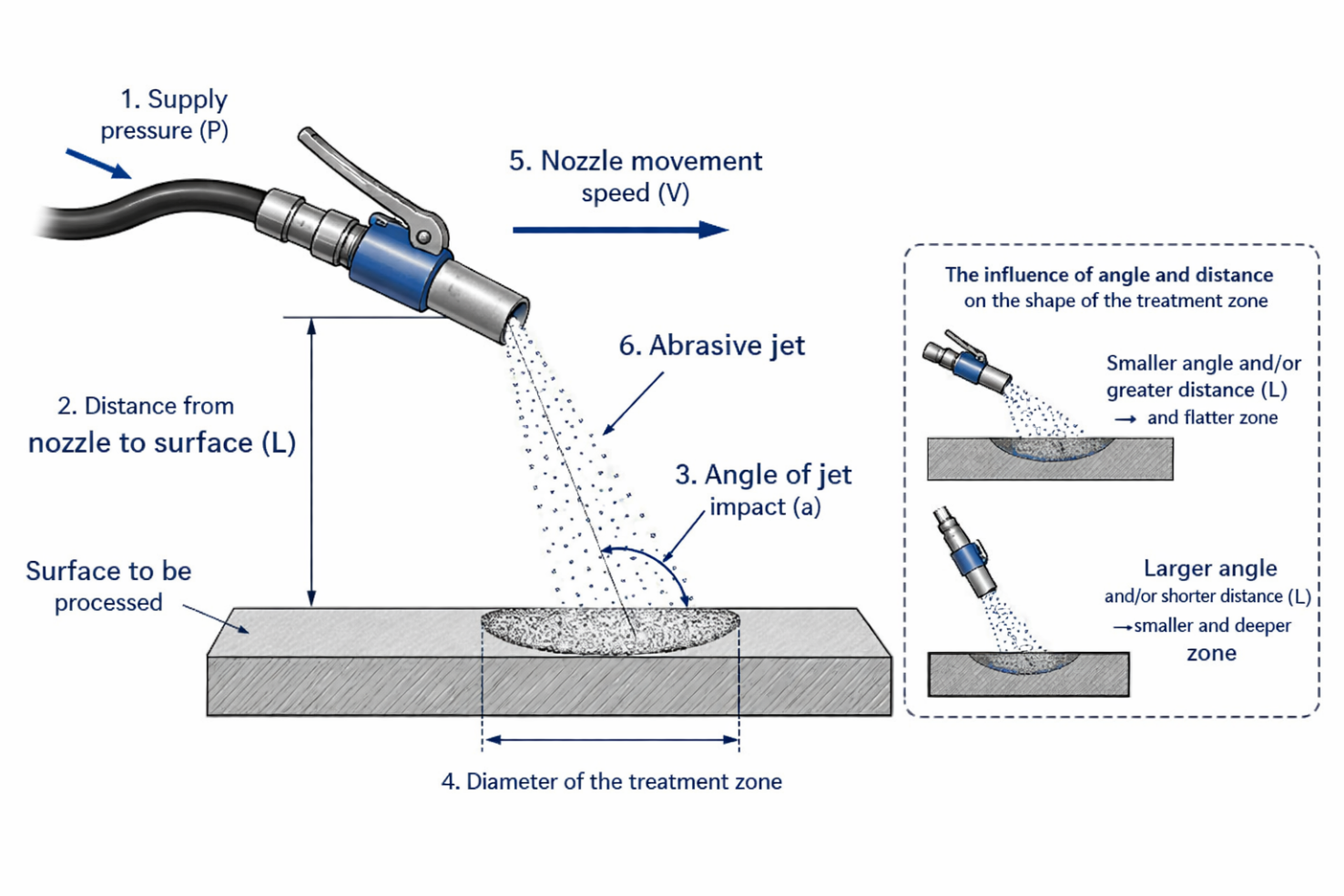
Fig. 2. The main parameters of the impact of the abrasive jet (author's development)
The choice of abrasive material plays a key role, as its particles vary in hardness, size, and shape. In specialized literature, the hardness of abrasives is described using the Mohs scale. For example, soft abrasives have low hardness, while silicon carbide belongs to the category of hard abrasives. For engraving, this means that the choice of abrasive should be made taking into account the material of the processed product and the desired effect of processing.
The quality of the layout and stencil preparation is a key factor determining the repeatability of sandblasting. The stencil sets the boundaries of the future image. If the lines of the layout are not prepared properly, and the protective mask is not cut accurately or glued tightly, the abrasive jet may go beyond the required area. In the technical descriptions of stencil materials intended for sandblasting, special attention is paid to uniform thickness, abrasion resistance, cutting quality, and reliable adhesion to the surface. The uniform thickness of the stencil ensures stable cutting and reliable surface protection during processing.
Before applying the stencil, it is important to ensure that the surface is clean, dry, and prepared for gluing the protective material. Applying the stencil to a cold stone can cause condensation when transferred to a warm room, so it is best to avoid doing so. Additionally, it is recommended to allow the material to spread out after removing the substrate and firmly pressing it to the surface. These precautions are not only important for the stone itself, but they also follow a general principle of technology: a loose fit of the stencil can impair the clarity of the pattern and reduce the repeatability of the result.
In the manufacture of small batches, special attention is paid to the careful preparation of each product (Table 2). This process usually involves more manual operations, such as checking the layout, transferring the stencil, aligning the image, checking the fit of the protective mask, and a trial evaluation of the result. To avoid dependence on the wizard's memory, the parameters of each order must be recorded. These include product material, stencil type, cutting method, pressure, abrasive, processing time, distance from nozzle to surface, and final appearance of the product.
For small print runs, the technological order card becomes especially important. It allows you to repeat the product when the customer requests it again, which reduces the risk of differences between the first and subsequent copies. This approach corresponds to the logic of the ISO 9001:2015 quality management system, where documented information is used to confirm the planning, execution, and control of processes.
Table 2
What is advisable to record when performing a small print run
|
Parameters |
What is being fixed |
Why is this necessary |
|
Layout |
File name, scale, image dimensions |
To use the same option without changing the proportions |
|
The stencil |
Material, thickness, cutting method |
To keep the image's borders consistent |
|
The product |
Material, shape, surface condition |
To account for the differences between glass, stone, metal, or other materials that can be used as a base |
|
Processing mode |
Pressure, Abrasive, Distance, Angle, time |
To recreate the technological conditions |
|
Result control |
Photos of the finished product, comments, reference sample |
To compare a repeat order with the previous one |
A source: author's development
With large print runs, the main goal is to prevent small variations from accumulating from product to product. To achieve this, the process needs to be divided into stable steps: preparing a batch of workpieces, checking the layout, cutting identical stencils, using the same positioning method, applying the same processing method, conducting intermediate inspections, and final acceptance. In contrast to small print runs, individual skills of the operator are not as important here, as the stable organization of the entire production process is key.
The human factor in sandblasting plays a crucial role, not only in manually controlling the nozzle but also in assessing the condition of the product before processing. Before starting the process, the master must check for several important factors: the cleanliness of the surface, the correct placement of the stencil, the integrity of the protective mask, and the accuracy of the layout according to the specified dimensions. Additionally, the equipment must be properly set up and ready for use. Any mistake at any stage can lead to errors, such as image misalignment, uneven matting, or damage to areas that were not intended to be processed.
The qualification of the contractor is crucial in the process of abrasive blasting, as this method involves the impact of a particle stream on the surface. Compressed air, water, and abrasive materials are used during work, and workers may be exposed to dust and other harmful factors. The contractor's training should include not only technological skills but also knowledge in the field of security. It is necessary to study safe working methods, use personal protective equipment, and follow the rules for handling abrasive materials.
To ensure repeatability of the results, the performer must follow the established procedure. It is important to check the stencil before processing, to keep the same distance to the surface, not to change the angle of the jet unnecessarily, to control the uniformity of the nozzle movement, and to stop work in a timely manner if signs of defect appear. Qualification in this case does not manifest itself in an arbitrary adjustment of the process but in strict compliance with technological conditions.
Quality control of sandblasted engraving should start before processing the product. After processing, clarity of the contour, uniformity of the matte, absence of unnecessary abrasive traces, matching of image location, and surface safety are evaluated.
Main methods of defect prevention include cleaning the surface before applying the stencil, checking adhesion of the protective mask, checking the first sample, comparing finished products with a reference, replacing worn-out consumables, and fixing causes of defects (Table 3).
Table 3
The main defects of sandblasting and ways to prevent them
|
Defects |
Possible cause |
The warning method |
|
Blurred outline of the image |
Loose fitting of the stencil |
Cleaning the surface and pressing the mask tightly |
|
Uneven matting |
Unstable nozzle movement |
Maintaining the same processing speed |
|
Image Offset |
Stencil positioning error |
Marking the product before applying the mask |
|
Excess traces of abrasive |
Insufficient protection of neighboring sites |
Additional masking of open areas |
|
Differences between the products of the batch |
Changing the processing mode |
Control of the first sample and intermediate inspection |
A source: author's development
Standardization makes the sandblasting process more manageable. It establishes a single procedure, which includes preparing the layout, selecting the stencil, setting up the equipment, processing the product, and monitoring the result. This significantly reduces the dependence of quality on the random actions of the contractor and facilitates the re-fulfillment of orders.
Documenting the work is necessary to save the process parameters after the order is completed. It is recommended that important details such as the product material, the layout file, the image dimensions, the type of stencil, the abrasive, the pressure, the distance to the surface, the date of completion, and the results of the inspection be recorded in the process chart. These data allow you to reproduce the same result when re-ordering or manufacturing a new batch.
To improve repeatability in sandblasting, it is necessary to adjust the equipment more precisely, use high-quality stencil materials, and fix the technological parameters for each type of product. The more stable the pressure, the distance from the nozzle to the surface, the angle of the abrasive jet, and the processing speed, the fewer differences there will be between products in the same batch.
It is also important to use templates, retainers, and process maps. They help to accurately place the image on the product, repeat the same processing mode, and minimize the influence of the human factor. For large print runs, intermediate batch control is promising, when not only the finished result is checked, but also the quality of processing at different stages of production.
In addition, the use of digital layout preparation, precise stencil cutting, and photofixation of the reference sample contributes to increased stability. This makes the sandblasting process more controlled and the quality of the products more predictable, regardless of whether it is a small or large print run.
Conclusions
The repeatability of sandblasting in production depends on the coherence of all stages of the process: preparation of the layout, selection of the stencil, the condition of the surface of the product, the mode of application of the abrasive jet, the qualifications of the performer, and quality control of the result. With small print runs, stability is achieved by carefully configuring each order and fixing the processing parameters. In the case of large batches of engraving, standardized operations, templates, intermediate inspection of the entire batch, and documentation of technological conditions are used.
Thus, sandblasting becomes a predictable and manageable process only when the artistic part of the work is harmoniously combined with the precise production organization.
References:
- Grebenshchikov N.D., Vasnina T.D., Vinokurova I.M. Key indicators of roughness on the operational properties of mechanical engineering parts // Technologies and engineering: ways of innovative development: collection of scientific articles of the International scientific and technical conference. – 2023. – pp. 228-232.
- Kodzaeva M.B., Dudayeva N.K., Abaeva F.A., Korayeva V.K. Some aspects of the use of decorative elements in painting glass products // Best research work 2021. – 2021. – pp. 122-125.
- Ustinov P.N. Justification for the choice of abrasive material for air-abrasive treatment of the surface of propellers // Advanced materials of science, technology and production: Collection of scientific articles of the International scientific and practical conference. – 2022. – pp. 315-321.
Other articles of the issue